切削加工 MQL (微量切削油)微量切削加工的必要性
在德國、北歐,不使用切削油的切削加工方法作為當前主要課題進行研究。對於切削油產生的污染逐年收緊,所有與切削油廢液處理有關的成本費用都在上升。
在切削油中,為了提高切削性而加入各種高壓添加劑,其中也有氯系高壓添加劑。在焚燒切削油的廢液時,會產生劇毒性、致癌性、畸形性的二氧環己烷。因此,迫切要求切削油的非氯化。在德國和北歐、較早以前就已禁止使用氯系高壓添加劑。
其次,必須加強切削油的管理。對於飲用水大多取自地下水的歐洲來說,切削油廢液的排放,就直接影響飲用水的污染。因此,不僅禁止切削油廢液的隨意排放,就連切削油灑落在機床外部也是不許可的。使用後的切削油廢液的管理及其限制也必須嚴格執行。減少切削油廢液的方式就顯得很有必要。在德國,要從切削油廢液中除去油渣(污泥),進行切削油的回收再迴圈使用相當普遍。
這些為保護環境而加強的規定,使得切削油的設備、管理、廢液處理等的總成本費用上升,因而直接促使生產加工費用的上升。據說在德國與切削油有關連的費用已上升至生產加工費用的15~30%。
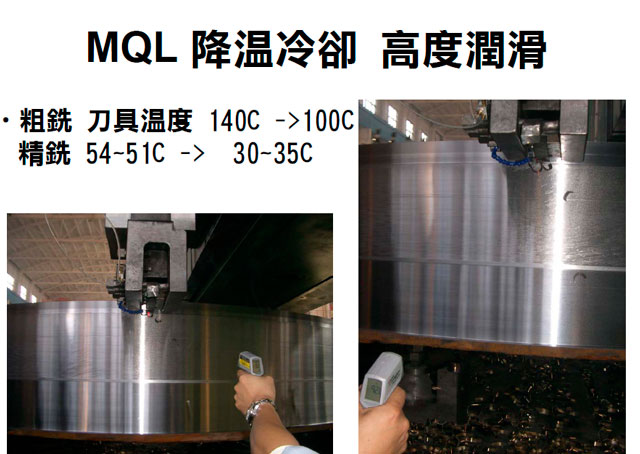
因此,在歐洲,乾式加工用的刀具和刀具塗料的開發、新的切削油的開發等在加緊進行之中。在日本,明治大學橫川教授研究的把零下30℃的冷風吹到加工點上進行乾式切削加工的方法已取得了成果。 雖然可以期望在將來使用完全乾式切削加工,但是要完全乾式切削,則在刀具壽命、加工精度、表面光潔度等方面,還有許多必須克服的問題,所以可以預料,根據當前的現狀而轉換使用不影響環境的切削油。

特別是重新評價在過去使用大量切削油的方法,研究切削油的適量化、微量化以及給油定點化等。 微量油霧式切削加工“MQL”方法最適合微量油霧式切削加工系統是MQLS微滴油霧方法。MQLS微滴油霧方法,是通過切削油的微量化和供給油的定點化來進行半乾式切削加工。是把最少量的高潤滑切削油噴塗到刀刃上進行切削加工的系統。通過具有高潤滑性的切削油和正確供給最少量切削油的給油裝置的組合,就構成半乾式切削加工。本來,這種加工方法是美國的航空工業為難切削材料的加工而開發出來的方法。
MQLS微油霧切削油方法的特徵有以下幾點:
1、利用專用的給油裝置,把微量的BESCUT 173切削油噴成油霧而塗布到刀刃上。切削油消耗量為2~10ml/小時,近似於乾式切削加工就變成為可能。另外,因為沒有大量的切削油,使工作環境得到改善。由於切屑是乾燥的,品質輕的鋁切屑很容易收集。
2、由於切削油的使用量非常少,所以無火災之虞。
3、切削油的消耗量極少,而且完全消耗掉,所以與切削油的濃度管理、防止腐敗管理、廢液處理等有關的費用可降至很低。
4、因為使用切削油很少,粘附到工件上的切削油也相應減少,使工件的清洗和抽樣也可以簡易化。
5、MQLS方法切削油的成份是以植物油為基料,無公害、無毒性、沒有變態反應性,是對人體安全的切削油。
6、由於是植物性油,有生物分解性,即使排放到周圍環境中也會分解。
7、由於高潤滑性,控制刀刃產生的熱量、可以延長刀具壽命。
利用油霧增壓器供應微量切削油方式為使BESCUT 173半乾式切削方法發揮更大效果,另外,還配有專用的給油裝置。為了最佳的效果,要把BESCUST 173切削油供給到刀刃處,而內部給油是最好的方法。油霧增壓器是專門為BESCUT 173微油霧切削油而開發的內部給油裝置。
MQLS油霧增壓器產生出微粒子的油霧,不但幾乎不會粘附到配管內,而且對高速主軸(轉速可達20,000r/min)進行油霧給油是可能的,另外,回應時間完全與空氣的到達相同,對於大部份的配管,油霧在1秒以內就到達刀刃處。油霧是由泵產生,所以油霧濃度和油霧量都可以控制。另外,在深孔加工方面,為了排出切屑而需要高氣壓空氣時,由於使用增壓器增壓的空氣,所以可加工比以前更深的孔。 外部給油裝置在外部給油的場合,使用MQLS給油機。
MQLS給油機也是專門為BESCUT 173切削油而設計的,它內有高精度泵,用來把空氣和切削油送入到噴嘴內。與油杯型油霧給油機不同,其空氣量和切削油量可以分別調整。每個噴嘴切削油的消耗量為4~8ml/h,這是非常微量的,是從噴嘴的前端看不見切削油噴出那種程度的微量。MQLS型給油機與油霧增壓器相反,它使油霧的粒子增多。在外部給油時,由於從刀具的外部給油,在回轉的刀具周圍會產生氣流。高流量的油霧粒子要突破氣流才能到達刀刃處。另外,由於油霧粒子增多了,所以溫度降低油煙減少了,不必擔心會損害工作環境。
對外部給油方式有一些限制,加工中心的自動換刀或許會對噴嘴有干擾,對於CNC車床也是不能適用的。另外,在用鑽頭和鉸刀的孔加工方面,要從外部向加工點送入油霧很困難。但是,利用內部給油方式的油霧增壓器大體上可以解決這些問題。 切削油的選用BESCUT 173切削油是合成植物性切削油,對人體是安全的,由於具有生物分解性,所以是有助於保持良好環境的切削油。因為具有非常高的潤滑性,微量使用切削油就能發揮效果。 降低切削油的費用 使用BESCUT 173切削油,可大幅度地降低費用。
通常,在比較切削油成本時往往只是比較切削油的價格。但是,必需是進一步考慮與整個切削油有關的總費用。費用應包括:機床的切削油罐、迴圈設備或者高壓冷卻器等的設備費用;切削油的費用;防腐敗管理、濃度管理、篩檢程式的費用;切削油廢油處理費用或回收再迴圈的費用等。
在使用BESCUT 173切削油的場合,可削減成本的是以下項目:BESCUT 173切削油價格,另外,由於是高潤滑油,雖然價格高於石油系切削油,但是使用量只是微量。 與傳統油性切削油回收設備比較,給油裝置的初置成本是很小的; 不需要考慮水性切削油的防腐敗、濃度管理;由於切削油的消耗量很少,洗淨和抽樣都可以簡易化。 由於切屑的乾燥,使收集、處理或再熔煉都變得容易。
文章定位:


